高出力ファイバーレーザー FOシリーズ リングモード
Adjustable Ring Mode (特許取得済)
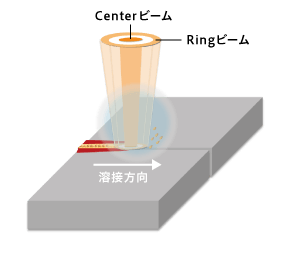
ARMから出力されるビームはCenterとRingに、同軸上で分離されて加工面に到達します。CenterとRingの夫々のビームは外部光学系を用いることなく発振器内部で生成され、ビーム品質を保ちながら出射口まで伝送されます。
Center + Ring
この全く新たなビームモードはこれまでのレーザー溶接・切断・表面加工では実現できなかった新たな加工モードです。亜鉛メッキのスパッターを激減する、アルミのビード表面を劇的に改良するなどの他、新たな性能を実現する加工プロセスをもたらす可能性をもっています。それぞれの出力を独立して制御できるビームの最適な組み合わせが貴社のレーザー加工に大きな武器をもたらします。
Center-Ring 同軸出力・独立制御によるメリット
- 多種多様な素材に対して最適な加工条件を設定可能
- リング形状により、加工方向性に制約を与えない
- 亜鉛メッキ銅板 重ね合わせ溶接(隙間なし)
- 溶接スパッタの発生を抑制
- ピアシングや終点の最適化
加工用途例
ARMによって、アルミ溶接や亜鉛メッキ鋼板溶接の課題であったスパッタや欠陥等の課題を解決できます。
アルミ溶接
従来、レーザーをアルミの溶接に使用すると、ポロシティ(空隙)、アンダーカット(減肉)等の欠陥が発生、また多量に発生するスパッタによって、製品自体や加工設備が損傷を受けるという課題がありました。 弊社のレーザー加工技術はこれらの課題を解決しました。
静止画での比較(溶接部表面)
FOによる溶接
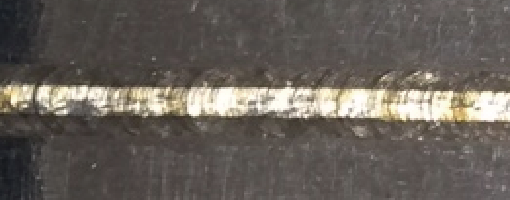 材料:アルミニウム(1000番台)
材料:アルミニウム(1000番台)使用レーザー:リングモードレーザー ARM
一般的なレーザーによる溶接

動画での比較(スパッタ発生時の様子)
FOによる溶接
一般的なレーザーによる溶接
亜鉛メッキ鋼板 重ね合わせ溶接(隙間無し)
亜鉛メッキ鋼板やガルバリウム鋼板等のコーティング材の重ね溶接は、スパッタやポロシティ(空隙)の発生を避ける為、隙間を設けて材料を重ねるといった手法が採られています。ARM によるビームプロファイルの調整によって隙間を設けずとも高品質な溶接が可能となり、隙間の管理や溶接の後処理といった工程を省くことが可能です。
静止画での比較
- 溶接部表面
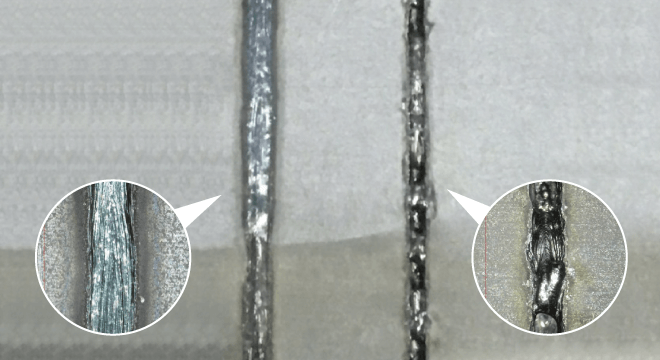
ARM(左)と従来型レーザー(右)
- 溶接部断面
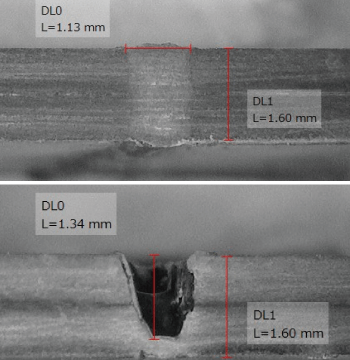
ARM(上)と従来型レーザー(下)
動画での比較
- ARMによる溶接
- 一般的マルチモードレーザによる溶接
デモのご案内
当社はお客様と一緒に加工性能を検証させていただきます。
是非ARMの実力をお確かめください。
デモルーム所在地
(株)パパス 愛川工場 レーザセンター
〒243-0301 神奈川県愛甲郡愛川町角田357-10 •小田急:海老名駅 → 海老名駅西口バス停:海01 愛川バスセンター行
•小田急:海老名駅 → 海老名駅西口バス停:海01 愛川バスセンター行
→ バス停:愛川高校入口(約40分)、 バス降車後、徒歩で約5分
•JR相模線:上溝駅 → タクシー で約20分
•JR横浜線 / 相模線 / 京王相模原線:橋本駅 → タクシー で約35分
窓口:三井物産エレクトロニクス 小田島
お問い合わせ先
三井物産エレクトロニクス(株)
装置・電材事業本部 装置第3部
Tel:03-6403-5945
e-mail:laser@mbel.co.jp
営業担当:島田